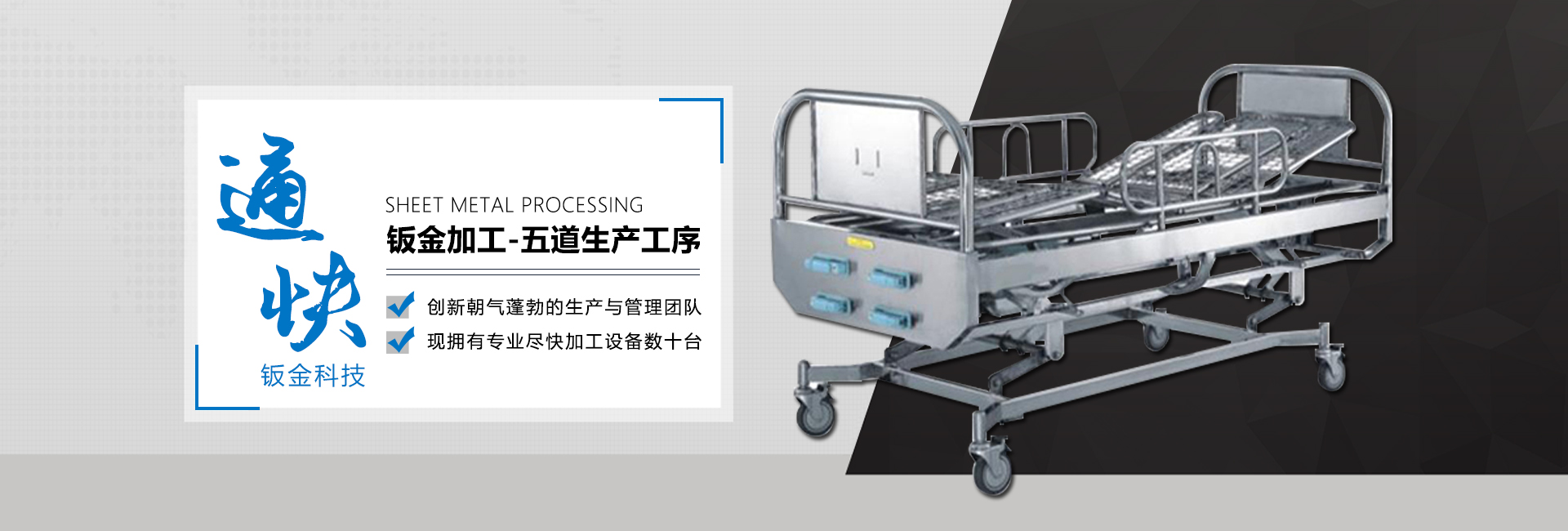






鈑金加工的工藝焊接。焊接就是將多個(gè)零件組焊在一起,達(dá)到加工的目的或是單個(gè)零件邊縫焊接,以增加其強(qiáng)度。其加工方一般有以下幾種:CO2氣體保護(hù)焊、弧焊、點(diǎn)焊、機(jī)器人焊接等。這些焊接方式的選用是根據(jù)實(shí)際要求和材質(zhì)而定。一般來說CO2氣體保護(hù)焊用于鐵板類焊接;弧焊用于鋁板類焊接;機(jī)器人焊接主要是在料件較大和焊縫較長(zhǎng)時(shí)使用。如機(jī)柜類焊接,可采用機(jī)器人焊接,可節(jié)省很多任務(wù)時(shí),提高工作效率和焊接質(zhì)量。






鈑金加工折彎工藝是什么鈑金折彎金屬板材的彎曲和成型是在彎板機(jī)上進(jìn)行的,將要成型的工件放置在彎板機(jī)上,用升降杠桿將制動(dòng)蹄片提起,工件滑動(dòng)到適當(dāng)?shù)奈恢茫缓髮⒅苿?dòng)蹄片降低到要成型的工件上,通過對(duì)彎板機(jī)上的彎曲杠桿施力而實(shí)現(xiàn)金屬的彎曲成型。較小折彎半徑是成型金屬的延展性和厚度的函數(shù)。對(duì)于鋁板來說,金屬的折彎半徑要大于板材的厚度。折彎時(shí),由于有一定的回彈,金屬折彎的角度要比要求的角度稍大一些。金屬板材的折彎是在金屬加工車間進(jìn)行的。

分切和剪切定尺切割,修邊線和落料機(jī)更適合切割金屬板卷。在線剪切機(jī)被集成到鈑金生產(chǎn)線中,以將卷材轉(zhuǎn)換成特定的長(zhǎng)度。修剪或定尺生產(chǎn)線通常具有卷材裝載車,矯平機(jī)或矯直輥,開卷機(jī)(用于給卷材供料),削皮器臺(tái)和堆垛機(jī),用于將切下的金屬板整理成整齊的堆垛。剪切機(jī),或“剪刀,”具有兩個(gè)葉片,并用閘刀或剪刀狀的機(jī)械作用切削金屬。許多商店都會(huì)配備剪板機(jī),在這些剪板機(jī)上手動(dòng)裝載和切割板材以進(jìn)行特定的加工。如果需要更窄的寬度,則可以用剪切壓力機(jī)再次切割片材。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


